Проблемы при лазерной резке металла: чего ожидать и как решать
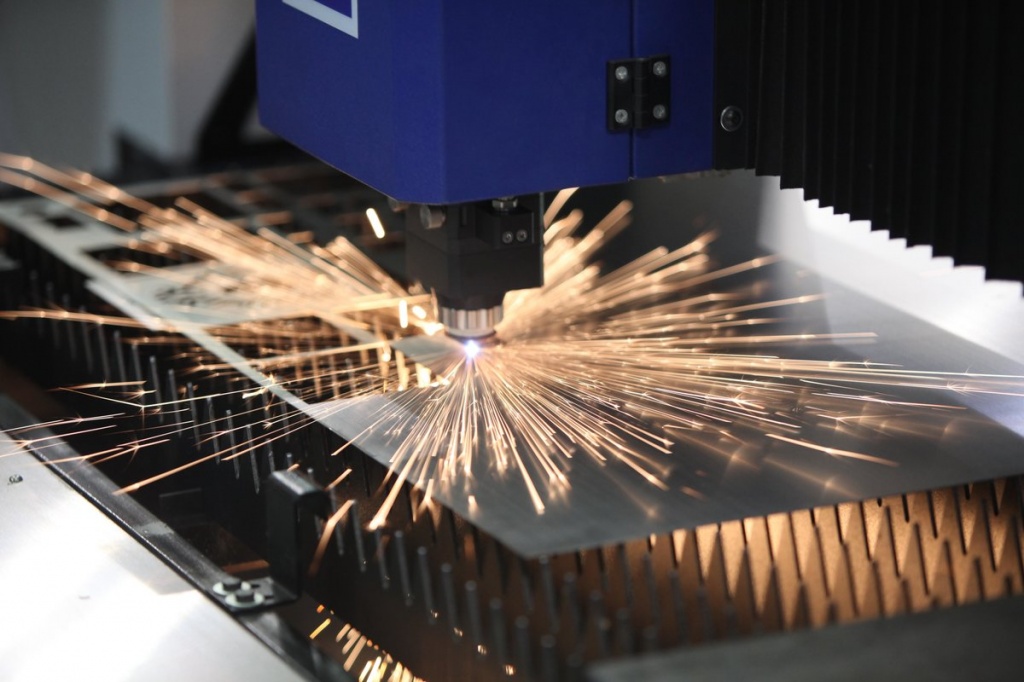
Лазерный рез представляет собой сложную процедуру. При проведении операции может встречаться неровный разрез или материал полностью не режется. Известны разные причины некачественной резки. К самым распространенным относится уменьшение мощности лазерного луча или изношенность ламповой трубки. Также среди причин можно отметить следующее:
-
Снижение мощности лазерного луча – это приводит к ухудшению режущей функции.
-
Засорение оптических деталей – фокуса линзы, отражателя. На этих деталях со временем появляются копоть, налет, что ведет к снижению мощности оборудования и неполному резу.
-
Чрезмерно высокая скорость – при таких обстоятельствах также металл полностью не прорезается.
-
Давление вспомогательного газа – при недостаточно высоком давлении воздуха расплав тяжело удалить, что ведет к дефектам при прорезании металлических изделий.
Имеет значение плотность металлического полотна. Если она больше толщины реза станка, то возникнут проблемы.
Как правильно разрешить проблемы, когда лазер неудачно режет металл?
Важно принимать меры, которые помогут быстро и качественно решить проблемы с недостаточной прорезкой металла. Для этого необходимо выполнять следующие рекомендации:
-
При снижении мощности лазерного луча нужно поменять трубку и использовать мощный датчик напряжения. Это необходимо сделать для увеличения выходного тока и мощности.
-
Важно оперативно почистить грязные зеркала и заменить оптические линзы.
-
Отрегулировать и подправить фокусное направление, пока лазерный луч не выполнит круглую линию на бумаге.
-
Необходимо постоянно продувать сопло от инородных элементов, поднимать давление газа до нужного уровня, своевременно менять воду в системе охлаждения.
При появлении проблем с резкой металла обратитесь в специализированные организации для осмотра и сервиса лазерного оборудования. Специалисты проконсультируют вас по всем вопросам. Если возникла неисправность, то доверьте починку и обслуживание вашего оборудования мастерам с опытом работы.
Цены на лазерную резку:
| Материал | Толщина | до 100 м.п | 100 -1000 м.п | св.1000 м.п | св.3000 м.п |
| Металл черный | до 1 | 29,0р. | 24,0р. | 20,0р. | 16,0р. |
| до 1,5 | 35,0р. | 29,0р. | 24,0р. | 20,0р. | |
| до 2 | 41,0р. | 34,0р. | 28,0р. | 23,0р. | |
| до 3 | 57,0р. | 47,0р. | 39,0р. | 32,0р. | |
| 4 | 64,0р. | 53,0р. | 44,0р. | 36,0р. | |
| 5 | 76,0р. | 63,0р. | 52,0р. | 42,0р. | |
| 6 | 87,0р. | 72,0р. | 60,0р. | 48,0р. | |
| 8 | 111,0р. | 92,0р. | 76,0р. | 61,0р. | |
| 10 | 154,0р. | 128,0р. | 106,0р. | 85,0р. | |
| 12 | 191,0р. | 159,0р. | 132,0р. | 106,0р. | |
| 14 | 224,0р. | 186,0р. | 155,0р. | 124,0р. | |
| 16 не сложные контуры | 399,0р. | 332,0р. | 276,0р. | 221,0р. | |
| Нержавейка | до 1 | 46,0р. | 38,0р. | 31,0р. | 25,0р. |
| 1,5 | 58,0р. | 48,0р. | 40,0р. | 32,0р. | |
| 2 | 82,0р. | 68,0р. | 56,0р. | 45,0р. | |
| 3 | 105,0р. | 87,0р. | 72,0р. | 58,0р. | |
| 4 | 166,0р. | 138,0р. | 115,0р. | 92,0р. | |
| 5 | 200,0р. | 166,0р. | 138,0р. | 111,0р. | |
| 6 | 316,0р. | 263,0р. | 218,5р. | 175,0р. | |
| 8 | 849,0р. | 707,0р. | 589,0р. | 472,0р. | |
| 10 | 1 058,0р. | 881,0р. | 734,0р. | 588,0р. | |
|
Стали 09Г2С, 65Г, 30ХГСА, У9, жаропрочные стали, броня |
3 | 62,0р. | 51,0р. | 42,0р. | 34,0р. |
| 4 | 92,0р. | 76,0р. | 63,0р. | 51,0р. | |
| 5 | 113,0р. | 94,0р. | 78,0р. | 63,0р. | |
| 6 | 135,0р. | 112,0р. | 93,0р. | 75,0р. | |
| 8 | 192,0р. | 160,0р. | 133,0р. | 107,0р. | |
| 10 | 207,0р. | 172,0р. | 143,0р. | 115,0р. | |
| 12 | 226,0р. | 188,0р. | 156,0р. | 125,0р. | |
| Медь | до 1 | 88,0р. | 72,0р. | 60,0р. | 50,0р. |
| 2 | 160,0р. | 120,0р. | 110,0р. | 100,0р. | |
| 3 | 200,0р. | 160,0р. | 140,0р. | 120,0р. | |
| 4 | 270,0р. | 200,0р. | 180,0р. | 160,0р. | |
| 5 | 520,0р. | 440,0р. | 350,0р. | 300,0р. | |
| Алюминий и алюминиевые сплавы | до 1 | 44,0р. | 36,0р. | 30,0р. | 24,0р. |
| 2 | 80,0р. | 66,0р. | 55,0р. | 44,0р. | |
| 3 | 101,0р. | 84,0р. | 70,0р. | 56,0р. | |
| 4 | 135,0р. | 112,0р. | 93,0р. | 75,0р. | |
| 5 | 266,0р. | 221,0р. | 184,0р. | 148,0р. | |
| 6 | 344,0р. | 286,0р. | 238,0р. | 191,0р. | |
| 8 | 393,0р. | 327,0р. | 272,0р. | 218,0р. | |
| 10 | 442.0р | 386,0р. | 306,0р. | 230,0р. | |
| Повышающий коэффициент | |||||
| 1 | Резка в азоте (х1,5) | ||||
| 2 | Резка с выпариванием (х1,8) | ||||
| 3 |
Резка в режиме "Fine Cut" (х2) |
||||